las hay en acero inoxidable, asimétricas, con
diámetro y paso de sinfín grande o con
moto-variador de velocidad. Es aconsejable poca longitud del
sinfín ya qué a menor vueltas y longitud, menor
rozamiento y por tanto mayor calidad.
Despalilladoras Horizontales
las hay en acero inoxidable con rotación del
tambor y eje en sentido contrario. Éstos con el menor
número de aristas posible (superficie redonda).
Preparadas con moto-variador de velocidad, con el fin de
poder regular el menor número devueltas, en el cual el
raspón sale limpio, lo que lleva consigo una menor
lesión al raspón, hollejos, etc. Tienen que estar
preparadas para despalillar en el porcentaje deseado.
Estrujado
el estrujado tiene como fin romper los hollejos y
desprender la pulpa. El estrujado debe ser el suficiente como
para facilitar la separación del zumo, pero no debe ser
violento con el fin de no desgarrar y dilacerar las partes
sólidas. Las estrujadoras de rodillos de caucho son las
más recomendadas. La ventaja del no estrujado es la de
producir un mosto que contiene pocos fangos ya que elimina toda
trituración de la vendimia y es menos sensible a la
oxidación porque es menos rico en polifenoloxidasas. Esta
ventaja sólo se manifiesta cuando el prensado se hace
correctamente, es decir, lentamente y con presión
progresiva.
Bomba de vendimia
se recomiendan dos tipos de bombas por el comportamiento
respecto al buen trato que dan a la pasta y son:
Peristálticas: tienen bastante capacidad
(dan altura o presión); la pasta no tiene ningún
rozamiento. Sin embargo, su mantenimiento es muy
costoso.
De leva excéntrica: menor altura
manométrica, rozamiento tangencial, no eleva
líquidos, pero necesita poco mantenimiento y tiene un
menor precio.
Escurridores o Patines
su misión es separar el zumo liberado por el
estrujado e interviene inmediatamente después de esta
operación. Se distinguen dos escurridos
Estático: se efectúa por simple
reposo de la vendimia estrujada
Mecánico: es el más rápido.
Cuando se trabaja con grandes volúmenes de vendimia este
sistema permite obtener mostos sin excesivo fango y facilita el
prensado por la hidrólisis de las pectinas. Sin embargo,
provoca un aumento de la oxidación de los mostos, por los
que es más conveniente utilizar el sistema
estático. Los hay con cilindro giratorio y con
sinfín inclinado que conduce la vendimia estrujada por una
especie de canalón perforado. En estas instalaciones el
escurridor se coloca bajo la estrujadora y se alimenta
directamente por gravedad.
Prensado
Prensas horizontales: trabajan por
rotación y acercamiento de dos platos móviles.
Tiene unos programadores que modifican la velocidad del prensado
y lo detienen cuando alcanzan una determinada presión,
procediendo automáticamente al desmenuzado de los
orujos.
Prensas neumáticas: trabajan por medio de
inflamiento de una bolsa axial interior decaucho grueso. La bolsa
oprime la vendimia contra la jaula cilíndrica de acero
inoxidable. El inflamiento se efectúa por medio de un
compresor de aire. El prensado se consigue por los presión
que libera el pastel de los orujos y por la rotación de la
jaula de acero. Son las más utilizadas para la
obtención de mostos de calidad.
Prensas continuas: trabajan a través de un
sinfín helicoidal o tornillo de Arquímedes que
empuja a los orujos formando un espeso tapón contra un
obturador móvil provisto de contrapesos. Las prensas
continuas poseen un husillo de gran diámetro que tiene
rotación lenta y un sistema de regulación
automática de presión. Disponen de distintas
salidas de mosto que aseguran el fraccionamiento según la
calidad. Aunque la extracción del mosto es muy
rápida, es un prensado violento y hace una
trituración excesiva de los orujos. La mejor cadena de
trabajo es siempre la más corta, aquella que trasforma la
uva en mosto en un tiempo mínimo, la que proporciona un
mosto menos turbio y menos sensible a la
oxidación.
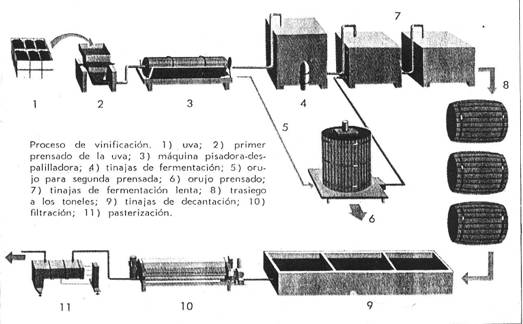
Diagrama de extracción del
vino
Vinificaciones en
los vinos blancos
Técnicas para la elaboración
de vinos blancos. Dependiendo de la zona vitivinícola que
nos encontremos la determinación del vino que se pretende
elaborar irá condicionado por una serie de factores
sociales que predisponen los gustos del consumidor, por lo que
demanda el mercado diferentes formas de presentar el producto
para poder llegar a más público de edades distintas
y gustos variados. Los tipos de blancos son extremadamente
amplios. Pueden ser:
-Aromáticos o de aroma
discreto
-Secos, semisecos, dulces o
licorosos
-Tranquilos o espumosos
-Frescos y afrutados
-Rancios y maderizados
Existen una serie de características
que determinan el tipo de vino blanco del que se
trata.
-Envejecidos en madera o conservados
jóvenes en envases herméticos.
-Según las uvas: si están
poco maduras, muy maduras o sobre maduras.
-Según su estado sanitario y nivel
de podredumbre.
-En la enología actual las
operaciones prefermentativas juegan cada vez más un papel
primordial sobre los caracteres de los vinos, en especial de los
blancos.
En la actualidad conocemos la incidencia
que sobre los compuestos volátiles de un vino blanco
tienen los tratamientos que se realizan sobre la uva y el mosto.
Dicho tratamiento no sólo condiciona el resultado
aromático final del vino elaborado sino que además,
repercuten en el desarrollo de la Fermentación y en las
posibles desviaciones o ralentizaciones de la misma.
En la elaboración de vinos blancos
intervienen numerosas variables, no sólo en lo que se
refiere a la variedad, siendo muy importante realizar las
técnicas adecuadas para la obtención de un buen
cultivo, sino también el estado sanitario de la uva. Por
eso, es conveniente realizar una serie de pasos que les avanzamos
a continuación.
–Control de
Maduración
–Transporte de la
vendimia
-Recepción en bodega y toma de
muestras
-Extracción del
Mosto
-Maceraciones
prefermentativas
-Corrección del
Mosto
-Separación de
Fangos
-Comportamiento
Fermentativo
-Fermentación en
Barrica
-Acabado de la fermentación
Alcohólica
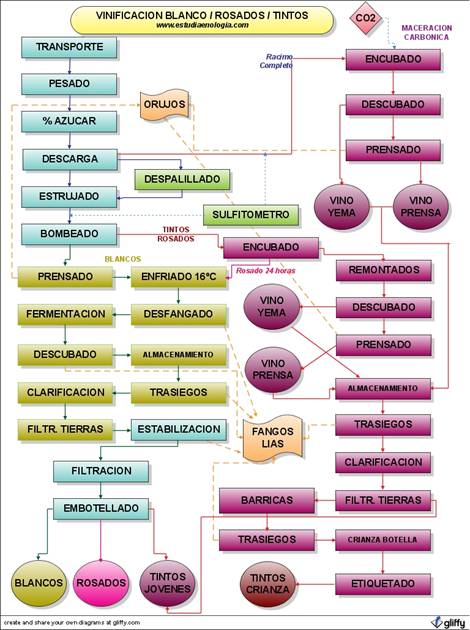
-Esquema gráfico (Vinificaciones
en Vinos Blancos)
El control de la
maduración
Se realiza un control de maduración
en viña para conocer el momento óptimo de
maduración fénolica en la uva. Los análisis
de grado Baumé que determinan el azúcar contenido
en la uva,(la concentración de los azucares superiores a
200mg/l pueden originar problemas para desdoblar los
últimos gramos de azúcar con el riesgo que
repercute en la fermentación), y los análisis de
taninosantocianos, que determinan el equilibrio y estabilidad
posterior de los vinos, y cuando estos paramentros son los
adecuados para la recolección, entonces es el momento de
fijar la fecha de la vendimia.
También se examina la
evolución del pH y la acidez total. Los parámetros
óptimos son muy difíciles de conseguir al mismo
tiempo, pero haciendo un seguimiento exhaustivo podremos
determinar con gran exactitud el momento adecuado de
recolección en nuestro viñedo. Sirve de gran ayuda
el control de la materia nitrogenada. En un inicio de
fermentación alcohólica para la formación de
las estructuras celulares las levaduras, que son las responsables
de la transformación del azúcar contenido en el
mosto, el alcohol, necesitamos al menos de 180 mg/l de
nitrógeno fácilmente asimilable,(sales amoniacales
y aminoácidos, fundamentalmente la arginina). La falta de
dichos nutrientes puede originar ralentizaciones e incluso
paradas en la fermentación. Es recomendable, en estos
casos, el uso de activadores amoniacales justo al inicio de la
fermentación.
Transporte de la
vendimia
Para potenciar la calidad de los vinos, el
procesado de la vendimia debe realizarse lo más
rápido posible, llegando los racimos casi intactos para
evitar maceraciones incontroladas e inicios de fermentaciones. Lo
ideal son cajas de 20 Kgs. Si el transporte se realiza en
remolque, se recomienda no llenarlos demasiado para que el peso
de las uvas no sea capaz de aplastar las que se encuentran
debajo. En la actualidad, domina un concepto ya implantado en
todas las bodegas; se prefiere tratar los mostos para no tener
que tratar los vinos. Cada vez se van acondicionando las bodegas
para la recepción de la uva en un proceso rápido y
aplicando la tecnología adecuada a las necesidades de la
uva en ese año, como por ejemplo, el enfriar las uvas. Sin
embargo, la técnica más adecuada es escoger
el
momento del día o de la noche en que
la temperatura es más baja, sobre todo, en la vendimia
mecánica. Si no es posible se puede recurrir a sistemas
como gas inerte o productos estabilizantes con el fin de que la
uva llegue sin contaminación microbiana a la bodega para
su posterior inicio de fermentación en los
depósitos. Recepción en bodega y toma de muestras.-
Al llegar a la bodega se extraerá una muestra
representativa del conjunto de cajas o del remolque para cada
entrada de uvas. El enólogo o técnico responsable
será quien determine, después de analizar la uva,
al depósito que va a ir destinado para su
fermentación, ya que puede desviar dependiendo del estado
sanitario de la uva u otros criterios a
distintos depósitos de
fermentación.
La
extracción del mosto
El sistema ideal de obtención del
mosto sería someter a la uva a presiones moderadas y
pequeñas durante tiempos determinados y en función
de los rendimientos de la uva en ese año. Además,
con el menor roce posible entre las partes sólidas del
racimo (hollejos, orujos, raspón,) con las superficies de
presión. Para obtener el mosto se ha de trabajar en un
equilibrio que nos permita conseguir los aromas agradables, sin
extraer los herbáceos (hexanol y aldehídos C6). Es
decir, disponer de sistemas que favorezcan únicamente los
intercambios positivos entre zumo y partes
sólidas.
La mejor obtención del mosto se
consigue combinando la rotura mecánica de la pared celular
con la degradación enzimática. Esto se consigue con
preparados comerciales que aumentan la cantidad de mosto flor que
es aquel obtenido por ligeras presiones y que contiene fenoles no
flavonoideos y ácidos fenoles. Para respetar la calidad de
la primera fracción del "mosto flor" se han de vinificar
por separado, ya que los mostos obtenidos de las últimas
fracciones del prensado originarán vinos más
bastos, con más polifenoles, mayores notas
herbáceas, así como un contenido más bajo de
acidez total. Esta vinificación se hará por
salificación parcial del tartárico con el potasio
del escobajo y un aumento en coloides (polisacáridos y
proteínas).
El sistema mecánico para obtener el
mosto flor se consigue a través de una estrujadora de
rodillos de caucho o de prensas neumáticas de membranas.
Estas últimas consiguen mejores resultados en la calidad
del mosto.
Sistema de obtención del
mosto
los pasos a seguir para la obtención
del mosto son:
Tolva de recepción: las hay
en acero inoxidable, asimétricas, con
diámetro y paso de sinfín
grande o con motovariador de velocidad. Es aconsejable poca
longitud del sinfín ya que a menor vueltas y longitud,
menor rozamiento y por tanto mayor calidad.
Despalilladoras Horizontales: las
hay en acero inoxidable con rotación
del tambor y eje en sentido contrario.
Éstos con el menor número de aristas posible
(superficie redonda). Preparadas con motovariador de velocidad,
con el fin de poder regular el menor número de vueltas, en
el cual el raspón sale limpio, lo que lleva consigo una
menor lesión al raspón, hollejos, etc. Tienen que
estar preparadas para despalillar en el porcentaje
deseado.
Estrujado: el estrujado tiene como
fin romper los hollejos y desprender la pulpa. El estrujado debe
ser el suficiente como para facilitar la separación del
zumo, pero no debe ser violento con el fin de no desgarrar y
dilacerar las partes sólidas. Las estrujadoras de rodillos
de caucho son las más recomendadas. La ventaja del no
estrujado es la de producir un mosto que contiene pocos fangos ya
que elimina toda trituración de la vendimia y es menos
sensible a la oxidación porque es menos rico en
polifenoloxidasas. Esta ventaja sólo se manifiesta cuando
el prensado se hace correctamente, es decir, lentamente y con
presión progresiva.
Bomba de vendimia: se recomiendan
dos tipos de bombas por el comportamiento respecto al buen trato
que dan a la pasta y son:
-Peristáticas: tienen bastante
capacidad (dan altura o presión); la pasta no tiene
ningún rozamiento. Sin embargo, su mantenimiento es muy
costoso.
-De leva excéntrica: menor altura
manométrica, rozamiento tangencial, no eleva
líquidos, pero necesita poco mantenimiento y tiene un
menor precio.
Escurridores o Patines: su
misión es separar el zumo liberado por el estrujado e
interviene inmediatamente después de esta
operación. Se distinguen dos escurridos:
-Estático: se efectúa por
simple reposo de la vendimia estrujada.
-Mecánico: es el más
rápido. Cuando se trabaja con grandes volúmenes de
vendimia este sistema permite obtener mostos sin excesivo fango y
facilita el prensado por la hidrólisis de las pectinas.
Sin embargo, provoca un aumento de la oxidación de los
mostos, por los que es más conveniente utilizar el sistema
estático. Los hay con cilindro giratorio y con
sinfín inclinado que conduce la vendimia estrujada por una
especie de canalón perforado. En estas instalaciones el
escurridor se coloca bajo la estrujadora y se alimenta
directamente por gravedad.
Prensado: su misión es
extraer el mosto por medio de la presión ejercida sobre la
vendimia una vez estrujada y escurrida. Con ello se consigue la
desecación del hollejo. Para este trabajo se pueden
utilizar diferentes máquinas prensadoras:
– Prensas horizontales: trabajan por
rotación y acercamiento de dos platos móviles.
Tiene unos programadores que modifican la velocidad del prensado
y lo detienen cuando alcanzan una determinada presión,
procediendo automáticamente al desmenuzado de los
orujos.
– Prensas neumáticas:
trabajan por medio de inflamiento de una bolsa axial interior de
caucho grueso. La bolsa oprime la vendimia contra la jaula
cilíndrica de acero inoxidable. El inflamiento se
efectúa por medio de un compresor de aire. El prensado se
consigue por los presión que libera el pastel de los
orujos y por la rotación de la jaula de acero. Son las
más utilizadas para la obtención de mostos de
calidad.
– Prensas continuas: trabajan a
través de un sinfín helicoidal o tornillo de
Arquímedes que empuja a los orujos formando un espeso
tapón contra un obturador móvil provisto de
contrapesos. Las prensas continuas poseen un husillo de gran
diámetro que tiene rotación lenta y un sistema de
regulación automática de presión. Disponen
de distintas salidas de mosto que aseguran el fraccionamiento
según la calidad. Aunque la extracción del mosto es
muy rápida, es un prensado violento y hace una
trituración excesiva de los orujos. La mejor cadena de
trabajo es siempre la más corta, aquella que trasforma la
uva en mosto en un tiempo mínimo, la que proporciona un
mosto menos turbio y menos sensible a la
oxidación.
Maceraciones
prefermentarias
La maceración prefermentaria,
también conocida con el nombre más común de
maceración pelicular, es un sistema utilizado en algunas
regiones vitivinícolas como práctica de
elaboración de caldos en un sistema tradicional.
Pero,paralelamente a la extracción de aromas, el mosto se
enriquece en sustancias astringentes y desagradables,
potencialmente peligrosas para la evolución del vino, como
polifenoles que aceleran el pardeamiento. Una práctica muy
utilizada es la maceración a baja temperatura durante un
tiempo corto, en función de las características
varietales. Cuando se realiza una maceración pelicular
podemos obtener unos
resultados muy satisfactorios que
son:
– En mosto macerado aumenta la densidad y
el grado Baumé.
– La acidez total se mantiene o eleva
ligeramente, mientras que el pH aumenta conforme lo hacen los
tiempos de maceración.
– Los tiempos de maceración breves (
4 y 6 horas ) presentan un efecto poco significativo con respecto
a los no macerados, por lo que es conveniente alargar los tiempos
de maceración de 9 a 12 horas para obtener un aumento de
componentes aromáticos y tener mejor estructura en
boca.
– Cuando no hay posibilidad de bajar las
temperaturas y se quiere realizar
una maceración pelicular se puede
recurrir a emplear preparados enzimáticos de calidad que
acortan los tiempos de maceración.
Corrección del
mosto
Una vez obtenido el mosto, haya o no
maceración prefermentativas, hemos de adicionar
anhídrido sulfuroso lo antes posible. En cuanto el mosto
se separa, por escurrido o prensado, aumenta la acidez con la
adición de ácido tartárico hasta niveles de
5 – 5, 5 gr/l (expresado en ácido tartárico), lo
que confiere al mosto y después al vino una cierta
estabilidad biológica. Esta operación es más
aconsejable realizarla tras el desfangado. El anhídrido
sulfuroso ejerce una serie de acciones importantes:
– Antimicrobiana frente a levaduras y
bacterias.
– Solubilizante de antocianos (en
elaboración de vinos tintos).
– Acción antioxidante.
– Antioxidásica, inactivando enzimas
polifenolixidásicas. Antiguamente el sulfatado de la
vendimia era determinado en función del estado sanitario
de las uvas, de la temperatura y del pH de los mostos. En la
actualidad se tiende a disminuir la dosis de SO2 en vendimia, ya
que se controla la
obtención de uvas sanas, y una
rigurosa higiene en todo el proceso y materialesutilizados. Por
el contrario, nunca se debe de sulfatar la vendimia ya estrujada
puesto que es una operación menos eficaz, ya que al
anhídrido sulfuroso forma combinaciones estables con los
compuestos con grupos carbonílicos C=O que se generan
durante la fermentación: Etanal, ácido
pirúvico, ácido 2-cetoglutárico,
ácido glioxílico, ácido oxalacético,
con lo cual disminuye notablemente el SO2 libre que es el que
ejerce la función de protección en el mosto.
Controlando la adicción de sulfuroso al mosto se
podrá utilizar una cantidad mucho menor en el vino para
conseguir la mismo cantidad de sulfuroso libre. La dosis
necesaria de anhídrido sulfuroso puede variar de 6 a 12 g,
Estas consideraciones son para vinos de calidad obtenidos a
partir de mosto flor, ya que en vinos de prensa exigen por su
distinta composición mayor cantidad de
sulfuroso.
Separación
de fangos
Los fangos están constituidos por
residuos terrosos, fragmentos de raspones y hollejos, sustancias
pépticas y mucilaginosas, en fin, proteínas
precipitadas por contactos establecidos con sustancias
localizadas en puntos diferentes de los granos de las uvas. La
cantidad y naturaleza de los fangos depende de la uva, de su
estado de maduración y podredumbre, y de la técnica
de obtención del mosto. La uva podrida proporciona
más fangos y presenta un color oscuro. Las uvas sanas son
de un color verdoso. Para las variedades bordeleses dicha
limpieza se sitúa entre 100 y 200 NTU. Para la
mayoría de las variedades españolas, dicha turbidez
se ha de encontrar en niveles más bajos, 50 – 70 NTU. El
prensado sin estrujado produce pocos fangos y los que produce son
finos, de sedimentación lenta, que dejan el mosto un poco
turbio. El estrujado y el escurrido mecánico producen
fangos más gruesos que caen rápidamente,
amontonándose y dejando el mosto limpio.
El procedimiento más usual para la
separación de los fangos es la sedimentación y el
trasiego. El más rápido es la centrifugación
por medio de un clarificador con evacuación
automática de las lías (máquinas
centrifugadoras que existen en el mercado con distintas marcas
comerciales). El inconveniente de este proceso es que el mosto se
queda desestructurado y necesita un tiempo de reposo para que los
compuestos aromáticos vuelvan a resaltar en el mosto.
Cuando llevamos el mosto a fermentar es conveniente, una vez que
se realiza el trasiego a otro envase, añadir la lía
fina que se deposita en la capa superior del desfangado, ya que
de esta manera obtendremos vinos más aromáticos y
redondos, puesto que en el sedimento también se han
arrastrado los precursores aromáticos pertenecientes a
cada variedad de uva.
El esquema de desfangado estático.
Es otro sistema muy utilizado hoy en la bodega para la
separación de los fangos como sistema de
clarificación y limpieza de grandes cantidades de mosto es
a través de flotación.
La flotación es una técnica
de separación basada en la diferencia de
densidad o peso especifico entre el fluido
y las partículas que tiene en suspensión. Esta
técnica utiliza las mismas bases que la
sedimentación, pero en sentido contrario, haciendo que los
sólidos en suspensión tengan menor densidad que el
líquido, debido a la disolución de gas con el
sólido formando un agregado sólido-gas que sube a
la superficie. En la formación del agregado
sólido-gas intervienen diversos factores, como
son:
A) Características del
sólido: un sólido se adhiere al gas cuanto
más elevado
sea su ángulo de contacto con
él. Los sólidos hodrófobos tienen un
ángulo de contacto de 180º, mientras que los
hodrófilos lo tienen de 0ºC. Así pues, los
sólidos al separarse por flotación deberán
ser hidrófobos, (sin afinidad por el agua).
B) Tamaño de las partículas
de gas: el tamaño de las burbujas deberá ser muy
reducido, pues es necesario un movimiento con régimen
laminar. Se consideran buenas dimensiones las inferiores a 120
micras.
C) Temperatura: la temperatura
influirá tanto en la viscosidad como en la densidad. Al
aumentar la temperatura la viscosidad del líquido
disminuye, favoreciendo la velocidad del flotación.
Así mismo la densidad diminuye, lo cual desfavorece la
flotación.
Comportamiento
fermentativo
Como se ha explicado anteriormente la
clarificación de los mostos blancos es imprescindible para
la obtención de buenos vinos, pero el desfangado puede
originar una serie de riesgos que el enólogo puede
solventar con ayuda de coadyuvantes de fermentación
específicos para cada proceso. Una vez ajustada la dosis
de activadores al mosto, realizamos una siembra de levaduras
seleccionadas, lo cual nos encontramos en las últimas
operaciones prefermentativas.
En los "estudios sobre el vino " PASTEUR
escribió que "Las cualidades del vino dependen en gran
parte de la naturaleza específica de las levaduras que se
desarrollan durante la fermentación de los mostos".
Así, podemos pensar que, al someter a un mismo mosto a la
acción de levaduras distintas se lograrán vinos de
distinta naturaleza. La garantía que tiene el
enólogo al utilizar las levaduras secas seleccionadas es
que le permite un buen manejo, además que es muy
difícil su contaminación y la inoculación de
una alta población viable.
Una vez trascurridos estos procesos, lo
ponemos a fermentar en tanque o depósitos de acero
inoxidable que pueden variar en su capacidad de volumen, pero
siendo más aconsejable depósitos con capacidades
más reducidas, es decir, 5000 lt a 50.000 lt. Estos
depósitos tienen que estar preparados con camisas de
frío a diferentes alturas para que así el
depósito esté uniformemente repartido en las
frigorías. También se pueden utilizar camisas
interiores para depósitos que no hay posibilidad de
acondicionar exteriormente. La temperatura de fermentación
será variable en función de las distintas
variedades, pero siempre es aconsejable una temperatura entre
15-20 ºC. Si bajamos la temperatura de fermentación
demorara varios días más su terminación,
pero siempre obtendremos mejores aromas a bajas temperaturas.
Este proceso durará aproximadamente unos 15 a 20
días hasta en final de la fermentación
alcohólica.
La fermentación en la
barrica
La función principal de la
fermentación de mostos en barrica es la obtención
de vinos más estructurados y elegantes con matices de
madera que armonizan en boca su cata.
Se realiza el llenado de las barricas con
mosto blanco sin terminar su llenado para evitar que se derrame
en la fermentación más tumultuosa.
En algunas regiones vitivinícolas el
llenado de las barricas se realiza cuando el mosto ha descendido
su densidad entre 1000-1010, fermentado en una primera fase en
deposito para evitar que se produzcan derrames en las barricas.
Por ello, una vez que ha pasado esta fase se termina su
fermentación en barrica y su posterior crianza sobre
lías finas.
Existen otras alternativas a las barricas,
que ya se están utilizando en algunos países con
una reducida tradición vitivinícola, y se conoce
con el nombre de Inserstave. Este sistema utiliza en el interior
del depósito de acero inoxidable unas tablas de madera de
roble francés o americano que tienen el mismo tratamiento
que la madera utilizada para la construcción de barricas,
y que se colocan con una estructura de acero inoxidable dentro
del depósito, realizando las mismas condiciones que aporta
la barrica con ayuda de un aparato microoxigenador. Con la
utilización de este sistema podemos fermentar el mosto
desde el inicio hasta el final de la fermentación
alcohólica, controlando la temperatura y su posterior
crianza sobre lías finas. En la región
vitivinícola de La Borgoña tienen mucha
tradición los vinos blancos fermentados en barricas de
roble francés.
Acabado de la fermentación
alcohólica
Si la marcha de la fermentación
alcohólica está bien definida por la toma de
densidad, el densímetro no basta para decidir sobre el
final de la transformación de todo el azúcar
contenido en el mosto en alcohol. Para ello, hay que recurrir a
análisis químicos y averiguar los azucares
reductores que hay en el medio. En algunas bodegas realizan la
práctica de interrumpir la fermentación
alcohólica al final de su proceso para así, obtener
vinos dulces o semidulces, es decir, con 15 ó 20 gramos de
azucares reductores en el medio. Una vez terminada la
fermentación alcohólica se procederá a una
segunda fermentación, si es necesaria, llamada
fermentación maloláctica, que se realiza sobre todo
en vinos con un contenido ácido málico muy alto.
Esta fermentación se realiza para conseguir la
transformación del ácido málico en
láctico. El resultado de estos vinos es muy bueno ya que
los suaviza de esa acidez tan marcada que tenían los vinos
al término de la fermentación
alcohólica.
Si el vino no es aptopara la
fermentación maloláctica se procederá a un
trasiego inmediato con un aporte de sulfuroso de 4 a 6 gr/ Hl, de
tal manera que la dosis de anhídrido sulfuroso libre
después de la combinación sea del orden de 20 a 30
mg por litro. Si el contacto con la lía en
depósitos grandes es muy prolongado aparecerán los
olores a sulfhídrico (a huevo podrido).
Vinificaciones en
el vino tinto
Entendemos por vinificación en tinto
aquella en que se fermenta el mosto en presencia del orujo. El
vino tinto es un vino de maceración y está
constituido por las sustancias del zumo de la uva, pero
también por las que se encuentran en la parte
sólida: turbios de la pulpa, hollejos o
pepitas.
Las operaciones fundamentales de la
fermentación en tintos siguen este orden:
-Molienda
-Encubado con adición de
anhídrido sulfuroso.Remontados
-Fermentación
Alcohólica.
-Fermentación
Maloláctica.
-Descubado.
-Crianza sobre lías
finas.
-Trasiego.
La molienda.
Se recomienda una despalilladora
horizontal. La elección de la maquinaria tendrá en
cuenta el vino que quiera hacerse: más suave, más
tánico, etc., entonces habrá que sopesar el
despalillado total, parcial o nulo; uva entera para
maceración carbónica. En los países donde se
realiza la práctica de quitar el escobajo o raspón
la molienda debe de tener estas funciones:
-En el grano se ejerza un presión de
rotura suave.
-El escobajo quede perfectamente
eliminado.
-Las semillas deben permanecer
enteras.
-El conjunto quede suficientemente
aireado.
Una vez realizado este proceso
mecánico la pasta del hollejo junto con su zumo
pasará a través de una bomba de vendimia que
tendrá conectado un dosificador de sulfuroso para pastas y
que se adicionará en función de la petición
del enólogo, generalmente 5 a 10 gr/ Hl, y que ira pasando
a los depósitos donde se realizara la
fermentación.
El encubado
El volumen aumenta apreciablemente al
fermentar por una doble causa:
-Por el ascenso de la
temperatura.
-Por el sombrero con los hollejos inflados
por el C02 generado por el proceso fermentativo.
Cuando se está llenando el
depósito es conveniente dejar la parte de
arriba
sin llenar para facilitar las operaciones
posteriores y evitar el derrame del líquido.
Briganti determinó que " 100 Kg. de
uva molida y desraspada ocupan un volumen de 87,40 litros
asimismo, determinó que en la fermentación el
volumen de la uva molida y desraspada aumenta en 18, 915 litros."
Con la conclusión de que por 100Kg. de uva desraspada
tendrá un volumen máximo de 106,315 litros. En la
práctica, los depósitos se llenan hasta un
mínimo de 5/6 partes de su volumen para formar lo que se
llama el colchón del anhídrido carbónico
para evitar la acetificación del sombrero.
Los depósitos de
Fermentación. En función de la modalidad de
encubado (sombrero flotante, sombrero sumergido, autovinificador
de inundación periódica, dispersión de
sombrero), los depósitos deberán de estar
más o menos equipados.
Capacidad: los depósitos llamados
autovaciantes para tintos pueden oscilar en distintas capacidades
desde 5.000 Kg a 70.000 Kg. A medida que los depósitos son
más pequeños el manejo de la masa resulta
más fácil. Una medida idónea es de 30.000
Kg. Cuanto más grande sea el deposito el sombrero se
compactará dejando zonas inaccesibles a los remontados y
que irían a la prensa sin haberle extraído aromas
ni color.
Forma: lo más importante es procurar
que la altura oscile entre 2,5 m- 3 m
Para tintos suele buscarse el mismo ancho o
diámetro que altura. Luego, teniendo en cuenta que la
altura del sombrero es 1/3 del total quedaría una
permeabilidad, que evita que se apelmace, que sea esponjoso, etc.
Para la elaboración de tintos no se recomiendan
depósitos altos.
Operaciones siguientes al
encubado
Veamos otras operaciones que siguen al
encubado. Sulfatado de la vendimia.- El sulfuroso
desempeña un papel fundamental en la vinificación
ya que actúa como antioxidante, antiséptico, fija
la acidez, disuelve la
materia colorante, es un estimulante de las
levaduras y hace una función inhibidora contra las
bacterias. Dependiendo de la forma de utilización del
sulfuroso dependerá en gran parte el éxito en la
conservación del vino.
La dosis de utilización del
sulfuroso estará vinculada, en gran medida, por el grado
de madurez, el estado sanitario, la temperatura, la acidez y el
pH. Será también importante si se quiere hacer la
fermentación maloláctica.
Según las condiciones del pH
añadiremos más o menos sulfuroso, es
decir,
para mostos de pH 3.0 se
añadirá 3 gr/ Hl, para pH 3,5 = 10 gr/ Hl, para pH
3,8 = 20 gr/ Hl. El sulfatado debe hacerse inmediatamente
después del despalillado, siendo mejor añadirlo
inyectado en la tubería de PVC o inox. A la subida de la
bomba una solución de SO2 al 5 %, siempre preparando la
disolución para el día, porque pierde la
concentración inicial con el paso del tiempo.
La corrección de la acidez:
Más o menos a las cuatro horas de añadir el SO2 se
toma una muestra y se añade el ácido
Tartárico que necesite. Siempre es aconsejable
añadir el tartárico en la uva porque así
regularizamos el trabajo de las levaduras y de las
bacterias.
Incorporación del pie de
cuba: El empleo de levaduras secas activas es una
práctica muy utilizada en bodega para iniciar la
fermentación de los caldos por lo que permite una buena
conservación, un cómodo manejo y difícil
contaminación.
Remontados: Es una práctica
de gran utilidad en la elaboración de vinos
tintos y sobre todo para vinos destinados a
la crianza. En el momento que se ha llenado el depósito se
debe de realizar un remontado de homogeneización de la
pasta con el sulfuroso y con las levaduras y enzimas que se han
adicionado. Después se deben realizar remontados con
aireación cuando se empieza a agrietar el sombrero para
evitar acetificaciones del mismo y para evitar la asfixia de las
levaduras. Este proceso debe repetirse una ó dos veces
diarias, con un volumen de 1/4 o 1/5 del total, del
depósito.
El remontado tradicional se hace sangrando
mosto por la parte inferior del
depósito, y haciéndolo caer a
través de una bomba de pastas, a la parte superior del
depósito, mojando el sombrero. Actualmente, los
depósitos autovaciantes llevan un sistema muy sofisticado
de remontados con bombas programadas para realizar esta tarea.
Los remontados iniciales favorecen la extracción de la
materia colorante y los polisacáridos pegados a la pared
celular de la uva, mientras que los remontados finales favorecen
la extracción de componentes astringentes de la pepita,
que en determinadas prácticas enológicas resultan
de interés. Para realizar un remontado eficaz basta con
tener otro depósito disponible para trasegar todo el mosto
al depósito vacío, dejando sólo el sombrero,
y posteriormente añadir al depósito inicial el
mosto dejándolo caer sobre el sombrero para que cuando
reflote quede desmoronado y no se forme una pasta
dura.
El control de la
densidad y la temperatura
El control de la densidad y la temperatura
se debe realizar al menos dos o tres veces al día durante
el tiempo que dura la fermentación alcohólica para
poder detectar si hubiera una parada de la fermentación y
poder reaccionar en el menor tiempo posible. De esta forma, el
control de la temperatura es muy exacto sabiendo perfectamente a
qué temperatura está la pasta y a cuál
está el mosto. El vino destinado a tinto joven, y que va a
ser embotellado rápidamente, es aconsejable fermentarlo a
bajas temperaturas, entre 22 y 26 º C; y un descube
rápido, entre 1.040 a 1.030 de densidad, para obtener
mejores aromas afrutados. Este tipo de vino no será
destinado a la crianza. Para vinos que van destinados al
envejecimiento hay que hacer una maceración más
larga, alrededor de dos a tres semanas, y la temperatura de
fermentación alrededor de 30 a 31º, evitando en este
caso la acetificación del sombrero con CO2 o realizando
una incorporación de gas inerte en el hueco con la parte
superior del depósito.
El prensado
Una vez realizado el descube del
depósito, la pasta se conducirá a la prensa
neumática a través de una cinta transportadora o
bien, se coloca la prensa justo debajo del depósito para
evitar una desestructuración de los hollejos.
Del primer prensado de la pasta, que se
realiza con una presión suave, el vino obtenido es
recomendable añadirlo al vino yema porque es donde se
encuentran todos los precursores aromáticos. Es
aconsejable envejecer los vinos ya mezclados y no criar los vinos
yema y prensa por separado.
Vinificaciones en
vinos rosados
El vino rosado se define por su color. Es
un tipo de vino intermedio entre el blanco y el tinto elaborado
sin maceración, o con una maceración muy corta. La
materia prima es siempre uva tinta, asemejándose en la
constitución a los vinos blancos por su finura y frescura,
tiene ese toque magistral que identifica a los vinos tintos por
su complejidad aromática.
Los rosados se elaboran con
maceración limitada y se suavizan con la
fermentación maloláctica siempre que sea necesario.
Otros rosados se asemejan más a los vinos blancos, y al
estar menos macerados son más frescos y conservan su
acidez málica. Dependiendo del contenido en ácido
málico y de taninos serán más o menos
suaves. La definición exacta de un vino rosado es
difícil porque no podemos fijarnos en su origen o en el
método de vinificación. Se puede definir como la
extracción parcial de uvas tintas o de la
extracción total de uva gris o rosada. Nunca se le puede
llamar rosado a la mezcla de vino tinto con vino blanco. La
mayoría de los vinos rosados son secos pero en algunas
regiones producen rosados semidulces. Pero la
característica fundamental de los vinos rosados es su
apariencia atractiva, por ser una bebida fresca y con unos toque
afrutados muy agradables en boca por su toque de carbónico
que da esa chispa agradable a estos vinos.
La elaboración de un vino rosado es
una tarea difícil de realizar porque no todos los
años se puede conseguir un vino rosado de gran clase. Los
vinos rosados se elaboran siguiendo dos técnicas: por
vinificación en blanco de uvas tintas, o bien siguiendo el
método de maceración parcial llamado
sangrado.
Vino rosado de vinificación en
blanco
El vino rosado de vinificación en
blanco: se elabora con uvas tintas tratadas como si fueran
blancas y siguiendo los mismos procesos de estrujado, escurrido y
prensado; pero sin las precauciones de limitación de la
maceración que, por regla general, se toman cuando se
trata de la vinificación en blanco. Casi siempre se
utiliza el mosto prensa para obtener una coloración
adecuada. Se añade sulfuroso en dosis adecuadas,
normalmente como si se tratase de un blanco, y el desfangado
prácticamente no se realiza si la vendimia es sana. El
resto de las operaciones se realiza como en la
vinificación de los blancos, con temperaturas bajas y
evitando las oxidaciones del color con ácido
ascórbico.
Vino Rosado de maceración
Parcial
Vino Rosado de maceración Parcial:
Son los llamados comúnmente claretes.
Su elaboración se inicia como la de
los tintos. Se llena una cuba de uva estrujada, despalillada y
sulfatada. Cuando el color se intensifica por disolución
de los antocianos y de la cepa de la que proceda la uva, una vez
hayamos sulfatado, se procederá al descube. A veces el
depósito se recarga con vendimia fresca sobre los orujos,
práctica que no es muy recomendable por que se producen
vinos tintos muy duros.
Después del descube, la
fermentación continúa en otro depósito un
poco
más lenta. Los vinos rosados son
para consumirlos en el mismo año, puesto que no tienen
estructura para conservarlos como crianza en botella.
El vino después de la
vinificación
Una vez que se ha llegado a la
conclusión de que un vino es apto para el envejecimiento
en barrica después de seguir la trayectoria de la uva, si
procede de viñedo viejo o joven, del sistema de
conducción, (porte bajo o espaldera), del laboreo y de los
productos fitosanitarios utilizados para plagas, si las hubiera,
hay que tener definido el producto que queremos obtener para su
posterior venta en el mercado. Para obtener un conocimiento
evolutivo de la prolongación de la vida del vino que se va
a envejecer y que posteriormente llegará al consumidor hay
que tratar tres puntos básicos:
– El etanal o
acetaldehído.
– La materia colorante.
– La polimerización.
El etanal: El etanal o acetaldehído
es un compuesto que se genera en la fermentación y que
crea una cierta incidencia en:
– La acidez volátil.
-La estabilización de la materia
colorante.
– La degustación.
El sulfuroso es un aditivo inhibidor del
etanal ya que se combina de forma estable con él. Cuando
los niveles de sulfuroso bajan aparece el olor "event" o
etanalizado. Los niveles inferiores a 60 mg/l a partir de la
fermentación parecen ser los adecuados para una crianza
armoniosa. El etanal de los vinos es el elemento activo en la
polimerización de la materia polifenólica; sin
embargo no está claro que este factor sea adecuado para la
crianza equilibrada de los vinos.
El etanal es un vínculo de
polimerización. Es un componente imprescindible en la
fijación del color, pero en exceso provoca
insolubilización del color.
La estabilización de la materia
colorante: El color del vino tinto se modifica durante su
envejecimiento y, responsable de ello, es la materia
fenólica de la uva y la materia fenólica de la
madera de roble. Las transformaciones son complejas pero las
sustancias que participan en la coloración del vino
son:
-Antocianos: son los responsables del color
rojo de los vinos tintos
– Taninos: su función es la de dar
estructura y cuerpo al vino.
Según explico Pasteur, en el siglo
XIX demostró que el vino se degrada por oxidación
cuando está en contacto con el aire, por lo que los
antocianos son atacados por las molécula de
oxígeno, y se inician una serie de reacciones
químicas que dan como consecuencia tonalidades marrones de
los vinos embotellados a lo largo de los años.
Los aromas: Los aromas de los vinos podemos
definirlos como aquellos olores agradables que proporcionan en la
nariz una sensación grata y que se asemejan a olores
predeterminados como frutos rojos (cereza, frambuesa) para los
vinos jóvenes, o también para vinos con crianza
recordando aromas de vainilla, caramelo, etc, y que en fase
retro-nasal podemos apreciar otro tipo de olores como a madera,
vainilla, cuero, especias, etc.
Los aromas en los vinos embotellados
evolucionan en función de la variedad de uva, unas
más aromáticas que otras, y también es muy
importante su lugar de procedencia, puesto que de la misma
variedad en distintas zonas no se obtienen los mismos resultados,
por ejemplo: un Pinot- noir plantado en Francia.
Tipos de
envejecimiento
El envejecimiento de los vinos se determina
por el tiempo que pasa en la barrica o depósito un vino
después de su fermentación
alcohólica.
Se determinan las siguientes
clasificaciones que pueden variar según legislaciones
específicas de algunas denominaciones de
origen:
– Vino de Crianza
– Vino de Reserva
– Vino Gran Reserva
Dependiendo de la concentración de
taninos, un vino aguantará más a mayor
concentración de estos, para que se suavicen con el paso
del tiempo, siendo un factor importante los años de las
cepas, y de las condiciones climáticas que
acompañen cada cosecha. Por norma general, el responsable
técnico de la bodega, el enólogo, se encarga de
seleccionar la uva procedente de vides viejas y con poco
rendimiento para elaborar un vino que irá destinado al
envejecimiento.
Los "grand crus", reconocidos desde hace
siglos, cuentan con un terreno propicio para la obtención
de vinos de guarda, por su suelo de sedimentos que hacen que el
drenaje del agua fluya cuando la lluvia es abundante y la
almacenan cuando hay sequía.
Los bajos rendimientos de estas vides por
su escaso número de racimos harán que se concentren
en ellos todos los aromas y el color necesarios para la
obtención de un vino de calidad.
Las barricas de roble
Como unidad de volumen se ha generalizado
la barrica, en torno a los 225 litros, de madera de roble. Fueron
los romanos quienes al aportar la idea de cuba de madera a la
Galia y considerando los robledales franceses, afirmaron la
constitución del barril o cuba de roble para el manejo de
los vinos. El volumen de las cubas se deriva del comercio de la
zona y de la necesidad del movimiento.
El por qué de la utilización
del roble en comparación con otras maderas, como pueden
ser de castaño, olmo y cerezo es porque en los cortes de
los troncos podemos apreciar una diferencia clara entre el roble
y las otras maderas. El roble presenta una estructura definida
por radios medulares que rompen los anillos anuales mientras que
las otras maderas a nivel vascular son más compactas pero
carecen de radios medulares. El radio medular del roble es
vítreo, duro e impermeable, por eso se utiliza
esta madera. En prácticas realizadas
se observa que la posibilidad de desarrollar microorganismos,
como puede ser el moho, en madera de cerezo incide antes o
después en la barrica dando este sabor tan
característico de moho.
Se llego a la conclusión de elegir
roble por tres motivos:
-Radios medulares que dan dureza a la
estructura e impermeabilidad.
–Resistencia al desarrollo
microbiano.
-Cesión de un gusto que no se
consideró negativo.
Las zonas de donde se extrae la madera para
la fabricación de las barricas son dos:
– Francia: Allier, Nevers y
Limousin
– América: Missouri y
Kentucky
El roble francés produce vinos
más suaves y elegantes sin embargo, con el roble americano
sus vinos son más duros en boca, más agresivos. La
elección de elegir un roble u otro dependerá del
tipo de vino que deseemos obtener. El curado de la madera es la
labor principal de la que se tienen que encargar los toneleros
para la fabricación de las barricas, ya que si la madera
no ha pasado un tiempo de curación de al menos nueve meses
con secado natural del aire, siempre con la madera en cubierto
para que no se moje durante este proceso, determinará la
buena conservación de la barrica con el paso del tiempo.
Si por el contrario realiza esta operación de secado muy
rápido, por calentamiento a 105 ºC, la madera se
resquebrajará al poco tiempo del contacto con el
vino.
El tostado de la madera puede
ser:
1-Ligero
2-Medio
3-Medio Plus
4.-Heavy
El tostado es un cambio de textura del
roble que ha de mantener contacto con el vino y una
alteración de componentes por calentamiento que puede
incidir en las cesiones del roble en cuantía y calidad. El
efecto del quemado interior de las duelas de roble para su
curvado tiene un importante efecto en los vinos, al menos en los
primeros ciclos de uso de la barrica.
El mantenimiento
de una barrica
Cuando se adquiere una barrica tanto de
roble francés como de americano es imprescindible tener el
lugar adecuado para la conservación de la madera y del
vino que se va a envejecer en ella. Se necesita tener
acondicionada una sala o nave de crianza, ya sea,
subterránea o a nivel del suelo siempre que esté
aclimatada para mantener una temperatura constante durante todo
el año entre 10-12ºC. Si las oscilaciones de
temperatura son muy bruscas se producen dilataciones y/o
contracciones haciendo que el volumen varíe.
Si se compra una barrica nueva es
aconsejable seguir las indicaciones del fabricante ya que algunas
barricas vienen tratadas y no es necesario el lavado antes de su
llenado. Si por el contrario nos aconsejan un lavado antes de
proceder a su llenado se realiza de la siguiente manera: un
lavado con vapor de la madera, que generalmente se realiza en
caliente para abrir los poros y conseguir que la lignina ceda
polisacáridos que neutralicen los taninos condensados del
vino y suavizar así su sabor astringente. Cuando va a
realizar el trasiego, generalmente cada 6 meses, se vacía
la barrica y se lava con agua caliente a 60 ºC y
después de dejarla escurrir se adiciona una pajuela de
sulfuroso para eliminar los microorganismos que pudiera haber en
el medio. Si opta por la compra de barricas ya usadas, hay que
tener en cuenta el vino que ha tenido, es decir, si ha sido
sometida a mohos o avinagramientos. En este caso, el estufado
sigue siendo eficaz y también la sosa. Contra el moho, lo
más efectivo es el permanganato, y recomendable el
trasiego de este vino antes de los tres meses, además de
tener un nivel de sulfuroso libre inicial de 25-30 mg/l. El
llenado de la barrica.- El periodo de llenado de las barricas
viene designado por el técnico de la bodega quien
optará por realizarlo lo antes posible para cumplir con
las normas establecidas por los consejos reguladores que designan
el tiempo de estancia de un vino para considerarlo como crianza.
A partir de estas recomendaciones se debe realizar un seguimiento
del vino ya terminado de la fermentación alcohólica
y también la fermentación maloláctica. Se
recomienda que el vino entre limpio a la barrica, para evitar que
las lías en suspensión taponen las paredes de la
barrica y la cesión de madera y oxígeno se reduzcan
considerablemente. Los meses idóneos para el llenado son
los meses de enero a marzo (España).
El tapón de barrica.- Su
función principal es el cierre hermético y no
lesionar la zona débil de la duela. Condición
indispensable es la limpieza, la reutilización y permitir
rodadura. Los modelos pueden ser:
-Clásicos: tapón de roble con
arpillera, tela de silicona, lámina de
silicona.
-Sintéticos: silicona "Silicaucho",
látex con sistema "Inox" de expansión y
cierre.
Los más utilizados son los
sintéticos por su cierre hermético y por su
fácil reutilización.
El color del vino
en envejecimiento
Con el paso del tiempo los vinos tintos
tienden a aclararse y los blancos adquieren una tonalidad
más oscura. El tono de los vinos tintos pasa de rojo
rubí, al inicio de su envejecimiento, pasando por una
variedad de rojos hasta obtener una coloración teja claro.
En los blancos el color pasa de unos reflejos verdosos y dorados,
prácticamente incoloro, a un color intenso de amarillo oro
con el paso del tiempo.
La explicación de los cambios de
color se debe a que los antocianos (moléculas responsables
del color en los vinos), y los taninos (responsables de la
astringencia y el cuerpo de los vinos), participan
simultáneamente en la coloración rojo vivo de los
vinos jóvenes, al curso de su conservación, los
antocianos libres desaparecen y los complejos taninos-antocianos
condensados confieren a los vinos viejos su matiz de tela de
cebolla tan característico.
Para que se realice esta
transformación es necesaria la presencia de
oxígeno. Para que la duración del color rojo vivo
se alargue y se conserve con el tiempo es necesario que en la
asociación taninos-antocianos tenga una relación
4:1, es decir, dos taninos por cada antociano, y esto se debe
conseguir en la maceración de los hollejos.
Los posos que se forman en las botellas de
vinos viejos son consecuencia de que las moléculas de la
materia colorante tienden a polimerizarse, formando
moléculas más gruesas. De este modo, pasan de
estado soluble al estado colodial , y por último al
insoluble. Siendo este fenómeno totalmente ajeno al
oxígeno. A mayor temperatura este proceso se acelera, por
ejemplo, en verano o en lugares no adecuados para el reposo de
los vinos en botella.
Almacenamiento de los vinos embotellados.-
Si pensamos guardar vino durante bastante tiempo es necesario
hacerlo en las mejores condiciones de almacenamiento. La botella
siempre estará en posición horizontal lo que
favorece que el corcho esté siempre mojado por lo que
evitaremos perdidas por sequedad. Si la guarda se va a realizar
en casa hay que buscar el mejor sitio donde los vinos
estén al abrigo de la luz, con una temperatura constante
en invierno y en verano, y donde no se produzcan vibraciones, es
decir, lejos de electrodomésticos, calderas de
calefacción, tránsito de vehículos
etc.
La temperatura es el factor principal ya
que las oscilaciones hacen que el vino de la botella se dilate y
provoque goteos por el corcho o incluso llegue a expulsarlo por
la presión ejercida dentro de la botella. La temperatura
debe estar entre 10 y 12ºC. La luz intensa modifica la
tonalidad de los vinos, sobre todo los blancos y los espumosos.
Protege de toda filtración solar y para la
iluminación se utilizará una bombilla de bajo
consumo.
La humedad ideal debe estar entre el 75 al
80%. Si hay mucha humedad perjudicará el estado del corcho
ya que favorecemos la aparición de mohos que se
trasmitirán después al vino confiriéndole un
defecto muy acusado.
La ventilación es necesaria para
recircular en aire del exterior a través de respiraderos o
ventiladores con un sistema de cierre para evitar demasiado
frío o calor.
Es aconsejable agrupar los vinos por
añadas y bodegas para evitar el tener que mover todas
cuando queremos un determinado vino. Si no disponemos de espacio
para realizar nuestra bodega existen en el mercado unos armarios
bodega dotados de un dispositivo de control de la temperatura que
la mantiene constante.
Esquema productivo de los tres tipos
de vinos
Conclusiones
En primer antes de decir que equipos se
deben utilizar es necesario en una primera instancia definir el
tipo de vino que se quiere producir fuera de si es blanco tinto o
rosado mas bien si es un vino de tipo seco, espumoso, etc.
Respecto del punto de la maquinaria es necesario saber que una
misma maquina puede ser utilizada en la producción de mas
de un tipo de vino como por ejemplo las prensadoras ya que estas
poseen parámetros regulables manualmente como la fuerza y
la velocidad.
Otro factor a tener en cuenta es la cepa de
la uva con la que se va a trabajar puesto que de ella van a
depender muchos de los factores de producción como el
prensado o el sulfitado del mosto obtenido en este aspecto si que
hay diferencias para uvas tintas y uvas blancas.
Es de vital importancia para la
producción de un vino de calidad tener sistemas de
monitoreo de las condiciones en que se encuentra ya sea en cada
momento o al final de cada etapa productiva ya que por ejemplo en
la fermentación es indispensable para lograr un buen
resultado el control de la temperatura. Pero es igual de
importante medir la cantidad de alcohol presupuestado al recibir
la uva
Bibliografía
http://www.mailxmail.com/curso-tecnicas-elaboracion-vinos
http://www.lacavadebolotin.com.ar/elaboracion_vino_tinto.htm
http://www.laredonda.com.mx/web2/index.php?option=com_content&task=view&id=29&Itemid=104
COMPENDIUMOF INTERNATIONAL MÉTHODS OF WINE
AND MUST ANALYSIS EDITION 2009 VOLUME 1 INCLUDED: Resolutions
adopted in Verona (Italy) 6th A.G. – 20 June
2008
Flanzy, C., 2003. Enología:
Fundamentos Científicos y Tecnológicos. Ediciones
Mundi-Prensa. Madrid, España. 783p.
link en Internet:
http://books.google.cl/books?id=Zv36fLGFMbAC&pg=PA367&lpg=PA367&dq=Flanzy,
+C.,+2003.+Enolog%C3%ADa:+Fundamentos+Cient%C3%ADficos+y+Tecnol%C3%B3gicos&source=
bl&ots=OpjwL2IXQ8&sig=PNmByIJh0SjUiSNW3FWBhDO_SQM&hl=es&ei=
u6LlSsfMDNKU8AaQzcCIBw&sa=X&oi=book_result&ct=result&resnum=
1&ved=0CAgQ6AEwAA#v=onepage&q=&f=true Zamora, F.
2003. Elaboración y Crianza del vino tinto: Aspectos
científicos y prácticos. AMV. Ediciones, Madrid,
España.225 p.
Producción de vino: Desde la vid
hasta la botella Grainger, K. y Tattersall, H. Editorial
Acribia
ENOLOGIA PRACTICA: CONOCIMIENTO Y
ELABORACION DEL VINO (4ª ED.)de
BLOUIN, JACQUES y
PEYNAUD, EMILE MUNDI-PRENSA LIBROS, S.A. 2004 1Nº
Edición:4ª Año de
edición:2004Plaza edición:
MADRID
Autor:
Edmundo Hernández
Canales


26/10/09
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |